
EN 388:2016+A1:2018手套抗磨、耐切割撕裂

欧洲标准EN 388:2016+A1:2018 –“防止机械风险的防护手套”现已发布,以取代 EN 388:2003。通用防护手套在已售出的所有个人防护设备 (PPE) 中占据大市场份额,可保护佩戴者免受各种危害。为了帮助佩戴者选择合适的手套,已经制定了多项欧洲安全标准(包括 EN 388:2016+A1:2018),从而可以定义针对不同风险的保护级别。这些定义的保护级别允许根据为特定工作活动确定的危害和风险选择合适的手套。
EN 388:2016+A1:2018标准旨在与 EN 420:2003+A1:2009 –“防护手套”结合使用。一般要求和测试方法',旨在确保手套本身不会对佩戴者造成伤害并且佩戴舒适。EN 420 目前正在修订中,一旦标准更新(预计在 2018 年或 2019 年),将成为 EN ISO 21420。
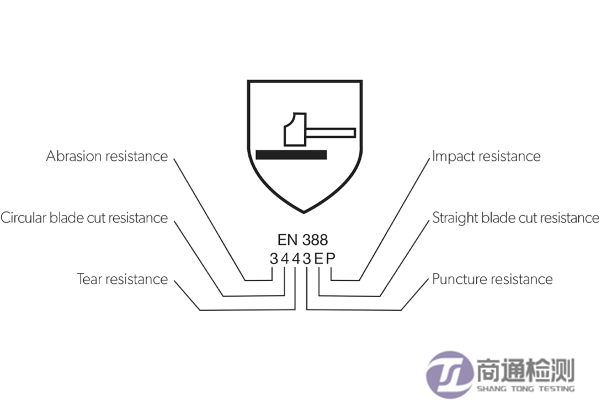
EN 388:2016+A1:2018 规定了保护手套的要求、测试方法、标记和信息,以防止磨损、刀片切割、撕裂、刺穿和(如果适用)冲击等机械风险。测试程序包括对这些特性中的每一个的单独测试。性能级别根据每个测试结果确定——数字或升序字母越高,保护级别越高。结果使用象形图显示(图 1),可以清楚地了解手套的性能。
EN 388:2016+A1:2018标准测试项目:
1.抗磨性:
与EN 388:2003相比,耐磨法在砂纸的选择上有重大的技术变化。耐磨性测试在 Martindale 磨损机上进行,其中将材料样本(从手套的手掌上切下)安装到固定尺寸和重量的摩擦头上。然后,该磨头在覆盖有 180 粒度研磨材料的工作台上以椭圆形运动移动(与 2003 版本不同,其中规定为 100 粒度)。
测试材料的四个样本,测试结果是磨穿(“打孔”)材料所需的循环次数。对于针织手套,当一根线断裂时测试完成,或者对于机织物,当两根单独的线断裂时完成测试。单一材料的性能水平由四项测试中低的结果决定。对于多层材料(其中试样由多个未粘合层制成),每一层都单独测试,性能水平基于循环次数的总和。
EN 388 中定义了四个性能等级,从“1 级”(相当于 100 到 499 次循环之间的穿孔)到“4 级”,其中在 8,000 次循环之前不会发生穿孔,如表 1 所示。
性能水平:
| 测试 | 1级 | 2级 | 3级 | 4级 | 5级 |
| 耐磨性(循环次数) | 100 | 500 | 2,000 | 8,000 | – |
| 圆刀片耐切割性(指标) | 1.2 | 2.5 | 5 | 10 | 20 |
| 抗撕裂性 (N) | 10 | 25 | 50 | 75 | – |
| 耐穿刺性 (N) | 20 | 60 | 100 | 150 | – |
2.圆形和直刀片耐切割性:
2003 版标准包含圆形刀片切割测试的测试程序,也称为“轿跑车测试”,还参考了具有更高切割阻力的材料的直刀片切割测试。圆形刀片切割测试在圆形刀片切割阻力测试仪上进行,该测试仪由反向旋转刀片(在标准 5N 接触力下)组成,在固定的测试材料平面上前后移动行程长度(图 2)。
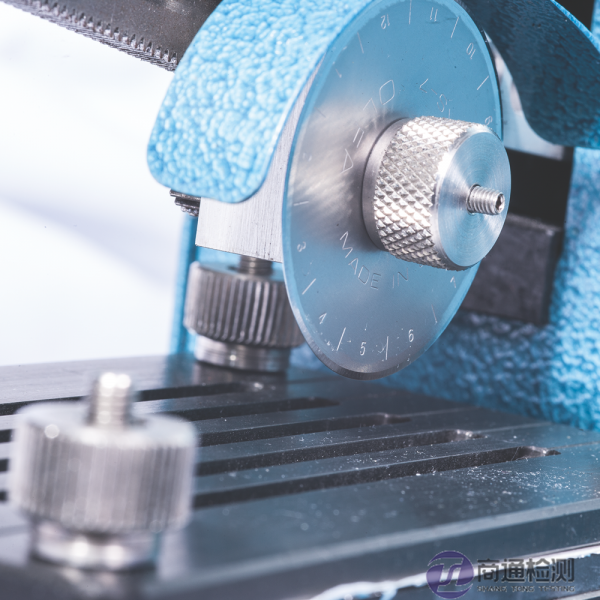
在存在多层材料的情况下,这些层会像在手套中一样进行组装和测试。当检测到刀片切穿(通过与下面的表面的电接触)或达到 60 个循环时,测试停止,并记录刀片完成的行程数。考虑到刀片的锋利度,在测试样本之前和之后都使用标准帆布控制材料进行测试。“刀片切割指数值”是根据切割样品所需的循环次数和切割对照材料所需的平均循环次数计算的。
从两只单独的手套中取出一个样本,并在每只手套上进行五次测试切割,这允许手套之间存在任何差异。计算每个测试样本的平均刀片切割指数。性能等级基于两个试样的较低的平均刀片切割指数,范围从1级切割阻力指数大于1.2,到5级,切割阻力指数大于20,如表1所示。还值得注意的是,EN 388:2016+A1:2018 对叶片的控制进行了多项改进。
对基于复合纤维的材料(包括**技术芳纶)和其他专用材料使用圆形刀片切割测试有其局限性。对于所有这些旨在实现高水平抗切割性的产品,在扩展测试期间刀片变钝意味着第二个对照样品的结果可能毫无意义。由于样本的局部变化,玻璃纤维和磨料表面也可能在各个切割之间产生不同的结果。钢纤维可能会与样品架产生电接触,从而指示切穿点的读数错误。
ISO 13997:1999 中给出的替代直刃切割测试方法——“防护服——机械性能——耐尖锐物体切割的测定”完全包含在 EN 388:2016+A1:2018 中。如果在任何单个圆形刀片切割测试期间,切割参考材料的循环次数增加了三倍以上,则 ISO 13997:1999 抗切割方法成为评估切割保护的参考测试方法。
该测试使用直刀片划过样品,直到发生切穿(图 3),并测量施加到刀片的接触载荷,以便在 20 毫米的行程长度上进行切穿。由于刀片仅在样品上移动一次,并且每个刀片仅使用一次,因此消除了重复循环使刀片变钝的问题。对叶片施加不同的接触载荷进行了多项测试。力和切割长度绘制在散点图上,并生成趋势线。
- 如何更新 FDA 注册?FDA更新分步指南 2024-11-24
- 陶瓷杯FDA测试项目有哪些? 2024-11-24
- 气密性能检测报告测试项目 2024-11-24
- 玩具安全检测标准有哪些? 2024-11-24
- 纺织品安全检测的重要性和测试标准有哪些? 2024-11-24
- 中国RoHS认证关于邻苯二甲酸盐的修正案 2024-11-24
- 欧盟根据REACH限制PVC制品中的铅含量 2024-11-24
- 反光材料测试EN 13356标准 2024-11-24
- EN71-13 嗅觉棋盘游戏,化妆包 2024-11-24
- 液体食品包装用纸板GB/T 31122 标准 2024-11-24
- 欧盟ERP能效指令如何办理? 2024-11-24
- GB811-2022摩托车乘员头盔CCC认证细则修订及换版通知 2024-11-24
- 美国俄勒冈州禁止在食品容器中使用聚苯乙烯泡沫容器和PFAS 2024-11-24
- ASTMF963-17 磁体商品标准测试 2024-11-24
- IEC 62368标准全新版本需要注意什么 2024-11-24
